
MAG Schweißen

Metall-Aktivgas Schweißen ist die am weiteste verbreitete Methode zum Schweißen und wird vorallem industriell genutzt, es zeichnet sich durch Effiziens, Sauberkeit, Genauigkeit, Flexibilität im
Anwendungsgebiet und hohe Schweißgeschwindigkeiten aus.
Nachteile sind die oft großen, teuren und schwer zu transportierende Maschinen, die Notwendigkeit des Schutzgases und die Tatsache das man es nicht außerhalb windgeschützter Bereiche benutzen
kann. Für den Hobbybereich wäre diese Art des Schweißens aber am empfehlenswertesten, da die Handhabung relativ leicht zu erlernen und der Anwendungsbereich breitgefächert ist. Sie können ohne
Probleme Dünnblech sowie dickere Blechstärken verschweißen.
Aufbau einer MAG Anlage

Der Aufbau dieser Anlagen ist auch schnell erklärt, im Grunde genommen besteht sie aus der Schweißmaschine, dem Schlauchpacket samt Pistolenbrenner und Verschleißteilen( Gasverteiler,Stromdüse, Kupfertülle), einem Massekabel sowie Gasflasche, Druckmindererer bzw. Manometer und einer Drahtrolle.
1 Schweißstufen
2 Drahtvorschub
3 Anschluss für Schlauchpacket
4 An/Aus Schalter
5 Manometer
6 Schlauchpacket
7 Massekabel

Zum Einsetzen des Schweißdrahtes müssen Sie
nur die Drahtrolle auf die Aufnahme im Schweißgerät stecken und das Ende des Drahtes mit einer Zange lösen. Halten Sie es gut fest, sonst
wird der Draht lose. Nun lösen Sie die Druckrolle(4), schieben den Anfang des Drahtes durch die Drahtzulaufdüse(2) über die Drahtförderolle(3) in die Drahteinlaufdüse(5).
Achten Sie auf die richtigen Förderrolle, welche zum Schweißdraht passen muss, dh. der Durchmesser muss mit der Förderolle übereinstimmen.
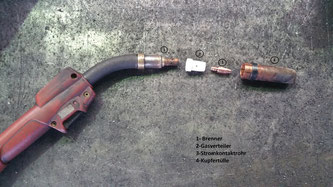
Die Brenner von MAG Anlagen sind im Grunde auch immer gleich aufgebaut. Der Pistolenbrenner, wie abgebildet, wird mit den
Verschleißteilen: Gasverteiler, welcher wie der Name schon sagt das Gas um den Lichtbogen herum gleichmäßig verwirbelt, dem Stromkontaktrohr, welches den Schweißstrom auf den Schweißdraht überträgt und der Kupfertülle, welche die Bauteile vor Spritzern und Hitze schützt und das Gas weiterleitet, bestückt.
Equipment
Anwendung

Zu aller erst die Inbetriebnahme,
Gerät an das Stromnetz anschließen, Massekabel anklemmen, Gasflasche anschließen und Gasdurchfluss am Manometer einstellen, was normalerweise 10-12 l/min sein sollten, Brennerpacket und Brenner
zusammenbauen,
die Checkliste zum Arbeitsschutz ein letztes mal durchgehen.
Die Handhabung des Gerätes ist denkbar einfach.
Durch den Knopf am Pistolenbrenner aktivieren Sie den Drahtvorschub. Je nach Schweißmaschine haben Sie hier die Wahl zwischen 2 Takt und 4 Takt.
2 Takt bedeutet das der Draht läuft solange sie den Knopf gedrückt halten.
4 Takt heißt das sie einmalig drücken und loslassen, der Draht läuft nun solange bis Sie
Den Knopf erneut drücken und loslassen.

Nun kommen wir zur Brennerhaltung, allgemein kann man sagen das beim MAG schweißen stechend geschweißt wird. Dafür halten sie den Brenner ca 15° entgegen der Schweißrichtung.
Der Abstand des Brenners vom Blech bestimmen Sie anhand des Drahtdurchmessers, dieser mit zehn multipliziert ergibt den Abstand in mm... allgemein ist man mit einem Zentimeter gut bedient wenn es
zwei sind ist Ihnen auch keiner böse.

Beim Kehlnahtschweißen sollten Sie den Brenner ca 45° in die Kehle halten und ca 15° entgegen der Schweißrichtung. Achten Sie immer auf die ruhige und gleichmäßige Führung des Brenners und das
Sie mit dem Lichtbogen immer direkt am Stoß der zu verschweißenden Bleche agieren.
Einstellen der Schweißparameter
Dies ist einer der schwierigsten Punkte, eine schlechte Einstellung kann weder durch richtige Haltung noch durch gutes Equipment ausgeglichen werden. Grundsätzlich zählt das Verhältnis von
Schweißstrom zu Drahtvorschub. Dafür gibt es einige Grundsätze in Tabellenform, doch um die perfekte Einstellung zu finden sollte man sich auf sein Gehör und seine Augen verlassen.
Das Geräusch eines guten Lichtbogens ist ein gleichmäßiges Klackern bzw surren. Mein Meister hat immer gesagt "die Maschine muss summen wie ne Biene Junge!" damit hat er recht.
Auch können Sie auf die Bildung von Spritzern achten, im niedrigen Amperbereich werden Sie nicht um Schweißspritzer herumkommen, doch lässt Intensität und Größe der Spritzer auf die Einstellung
schließen, hier gilt weniger, kleinere ist besser. Also schnappen Sie sich ein Probeblech und probieren Sie. Ist Ihr Drahtvorschub zu hoch stockt der Draht und es bilden sich große, grobe
Spritzer.
Ist er zu gering bildet sich eine Perle am Drahtanfang und der Draht brennt am Brenner mit einem langen Lichtbogen ab. Haben Sie diese zwei Fälle erkannt wissen Sie, das der Drahtvorschub
dazwischen einzustellen ist. Ich erkläre das jetzt hier für Maschinen mit komplett autarker Drahtvorschubeinstellung. Viele Geräte heutzutage haben zur Stromstärke angepasste Werte und man kann
lediglich die Feineinstellung regeln.
Mit der richtigen Einstellung sollten Sie nun bereit zum Schweißen sein, denken Sie immer daran, kein Meister ist vom Himmel gefallen, Schweißen ist Übungssache. Betrachten Sie ihre Schweißnähte
immer anhand den von mir beschriebenen Schweißnahtfehlern und seien Sie geduldig beim üben.
Hier finden Sie die
benötigten Maschinen und jeweiligen Zubehörteile...